How to prevent cross-contamination on a shared production line?

How to prevent cross-contamination on a shared production line? Preventing cross-contamination from allergens and pathogens on a shared production line requires a complete, systematic control system centered on physical isolation, strict process control, thorough cleaning verification, standardized staff management, and continuous environmental monitoring to block all possible contamination transfer routes.
Physical Isolation: The First Line of Defense
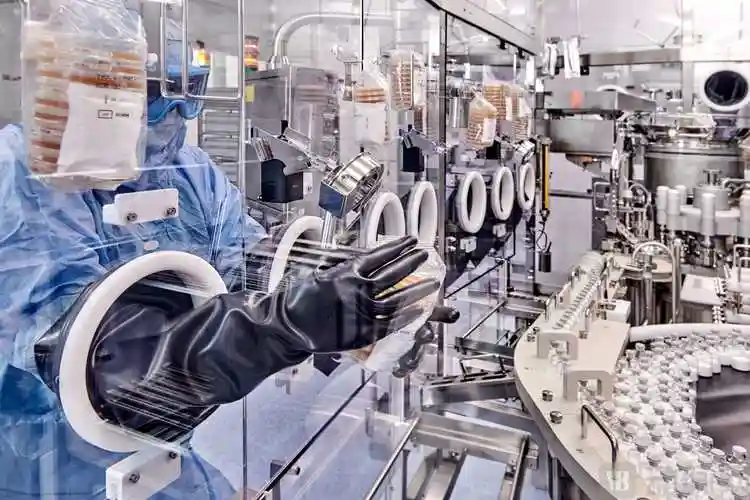
Physical separation is the most fundamental and effective way to stop cross-contamination at its source. Production zones for allergen-containing or high-pathogen products must be fully separated from low-risk, allergen-free areas using solid partitions or sealed enclosed units.
Allergen processing areas should be set to negative pressure, ensuring air only flows from clean zones to potentially contaminated zones, paired with HEPA filters to trap fine particles released by grinding machines and powder processing.
Clear visual markers are mandatory, including floor tapes, warning signs, and color coding to clearly distinguish allergen-controlled zones, allergen-free zones, clean zones, and general production areas on the shared line.
Material and personnel flow paths must be designed to move in opposite directions. Materials travel one-way from low-clean to high-clean zones, while staff move from high-clean to low-clean zones to avoid reverse cross-contact.
Production Schedule and Line Changeover Control
Smart production scheduling plays a key role in reducing cross-contamination risks. Always run allergen-free or low-risk products first on the shared line, such as rice, wheat, and plain flour batches, before switching to allergen-heavy items.
After processing high-risk ingredients like peanut, seasam, and spice blends, a full line changeover is required before starting the next batch to completely eliminate residual allergens and harmful pathogens.
Every line switch must follow a strict, step-by-step cleaning routine: pre-rinse with warm water to remove bulk residue, apply alkaline or enzyme cleaners to break down proteins, rinse thoroughly, sanitize, and perform a final rinse.
Cleaning Validation for Allergens and Pathogens
Post-cleaning verification is non-negotiable to confirm no contamination remains. For allergens, use ATP bioluminescence testing (target result below 30 RLU) or ELISA tests to keep residues under 0.5ppm.
For pathogen control, collect microbial swabs from food contact surfaces, equipment gaps, and drains to test for total colonies, coliforms, and mold, ensuring compliance with global food safety standards.
All validation results must be recorded and stored for full traceability, covering every machine from small herb grinder to large 500KG Grinder on the shared production line.
Equipment and Tool Management for Shared Use
Using dedicated equipment for high-risk ingredients is the best industry practice, but for shared machinery, all food contact parts must have a hygienic, crevice-free design with smooth stainless steel surfaces.
Machines like cryogenic grinding machine, Vacuum Mill, and CE Certificate grinder should have electrolytically polished welds (Ra ≤ 0.8μm) to eliminate hidden spots where food residue and pathogens can breed.
Tools such as scoops, trays, and containers must be stored by designated use, with clear labels for “cleaned,” “to be cleaned,” and “allergen-only” to prevent accidental cross-use between batches.
Specialized Handling for Grinding and Crushing Equipment
Grinding equipment, including universal grinder, Hammer Mill, and Ultrafine Grinder, requires deep cleaning between batches, as fine powders like black pepper, dry ginger, and licorice easily cling to internal surfaces.
Dust collector grinder and airflow pulverizer units must be emptied and wiped down completely, with dust filters replaced or sanitized to avoid cross-contamination between mushroom, bean, and corn batches.
High speed Dry Grinder and cutting type grinder blades should be removed, thoroughly cleaned, and inspected for metal shavings or residual food particles before reuse on different product runs.
Segregation of Dedicated and Shared Tools
Non-dedicated tools are strictly prohibited from moving between different risk zones. Even cleaned tools must pass independent verification before being used for a new production batch.
Equipment used for non-food items like tobacco, chemical, or cannabis must never be shared with food-grade machinery, including cassava grinding machine and dry fruit powder grinder machine.
Staff Behavior and Hygiene Management
Staff compliance is the most critical yet vulnerable part of cross-contamination prevention. All workers must follow a standardized gowning process before entering any production area.
Personnel must change out of regular clothes, then put on masks, hairnets, clean work uniforms, and shoe covers to ensure all hair, skin, and body hair is fully covered and contained.
Work uniforms are made of fiber-resistant, high-temperature washable food-grade fabric, color-coded by zone to prevent cross-zone wearing on the shared production line.
Hand Hygiene and Gloving Protocols
Workers must pass through an air shower before entering clean zones. After handling allergens or raw meat, gloves must be changed immediately, followed by thorough handwashing and sanitizing.
Eating, smoking, wearing jewelry, or carrying personal items is banned in all production zones. Staff movement is restricted to avoid unnecessary crossing between different cleanliness levels.
Regular Training and Competence Checks
All employees need repeated training on allergen identification, pathogen risks, proper cleaning procedures, and emergency response, covering common ingredients like salt, sugar, tea, and coffee.
Training records must be archived, with regular refreshers scheduled to ensure staff understand risks when operating Electric Grinder, coarse crusher, and 200KG grinder machines.
Environmental Monitoring and Closed-Loop Management
Routine environmental monitoring closes the loop on cross-contamination control, with regular testing of high-risk spots across the entire shared production line.
Food contact surfaces are sampled weekly, non-contact surfaces monthly, and airborne sediment daily, covering equipment ports, conveyor belt edges, valves, and drains.
If test results show abnormal microbial levels or allergen residues, production must pause immediately for root cause analysis and full sanitization before resuming operations.
Continuous Program Verification and Updates
Cleaning protocols must be revalidated annually, and risk assessments updated whenever new ingredients, equipment, or processes are introduced to the shared line.
All control measures must be integrated into the company’s food safety system, aligning with HACCP, BRCGS, or SQF standards for consistent, long-term compliance.
This includes documenting maintenance for chargers, vibrating pulverizer, turbo grinder, and Air cooled crusher, ensuring every part of the line meets strict hygiene and safety requirements.
By combining physical barriers, strict process controls, dedicated equipment rules, staff discipline, and ongoing monitoring, shared production lines can effectively eliminate cross-contamination risks for all food and sensitive products.
Related Production Line Customization:





Recommend Post about Production Line:






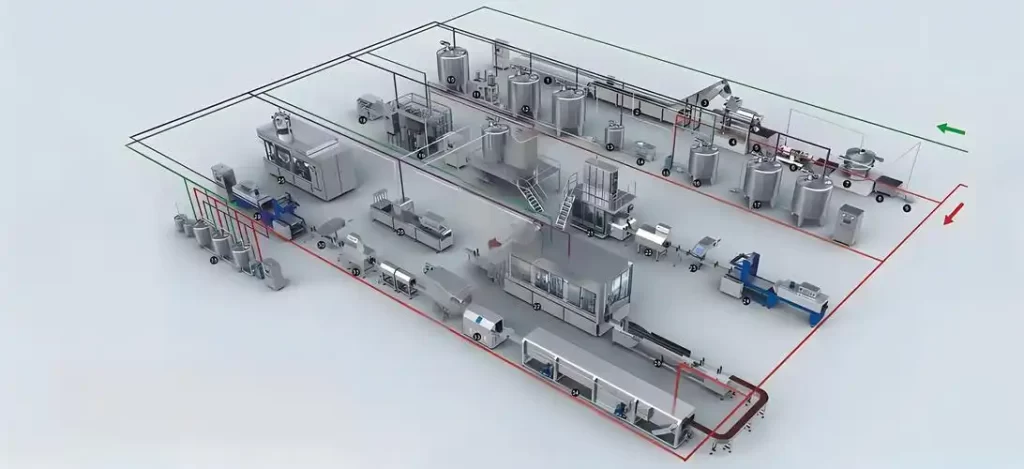
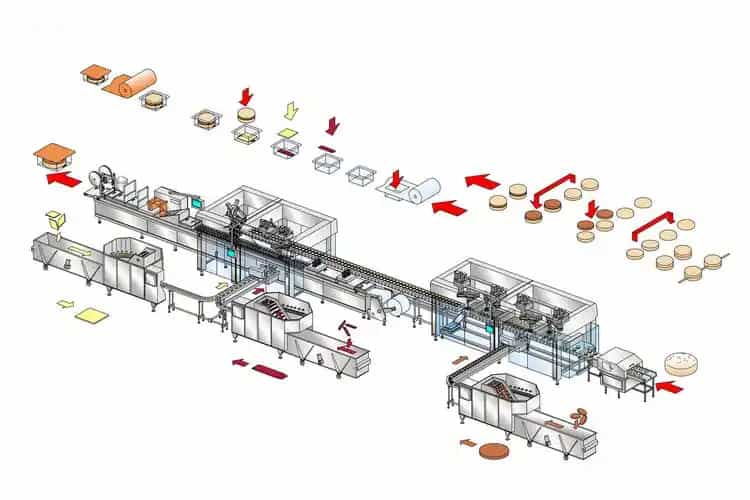
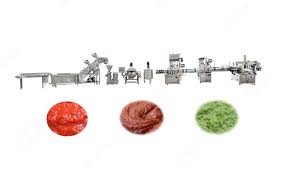
Food Producing Process Flow:
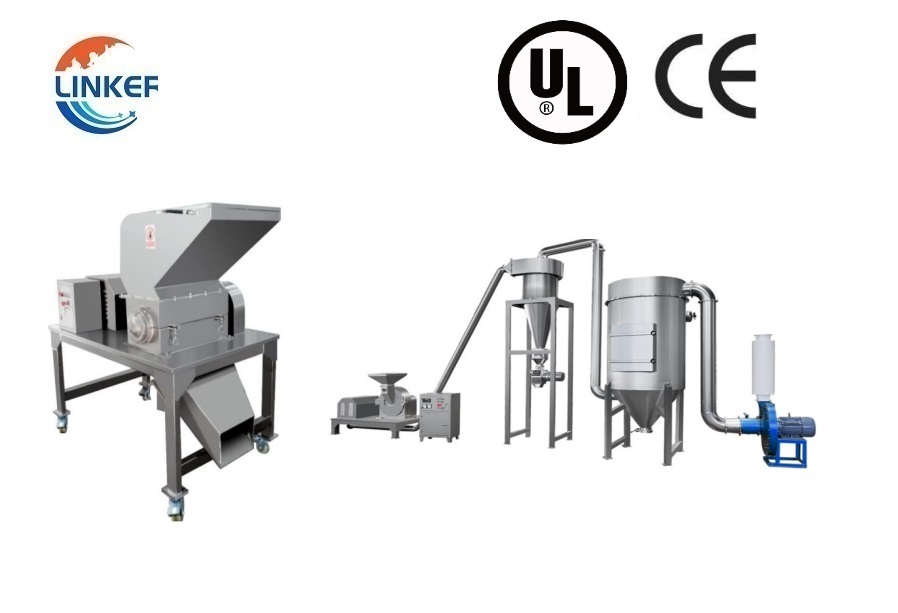
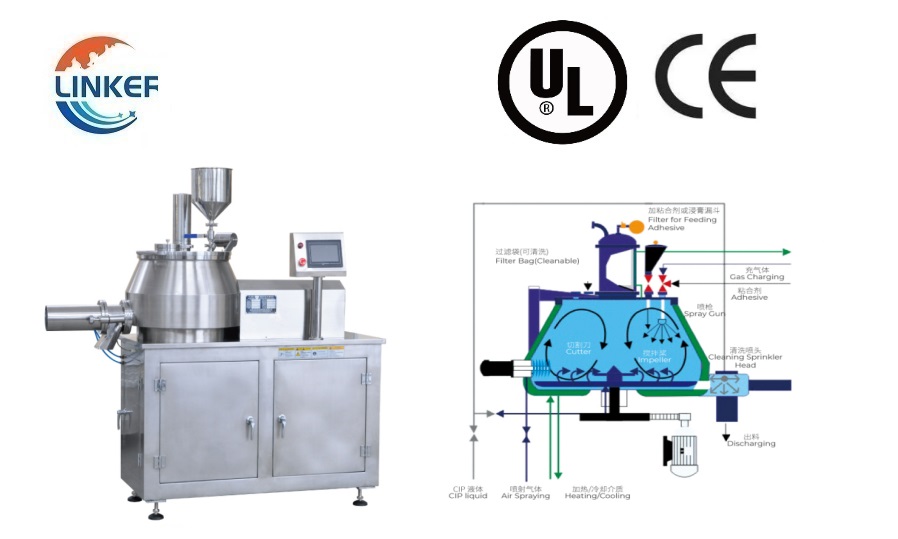
Ultrafine grinding is one of the very key procedure in whole production line. It depends how many mesh that customer need to produce. That’s to say this machine can decide what kind of material will get finally before mxing.
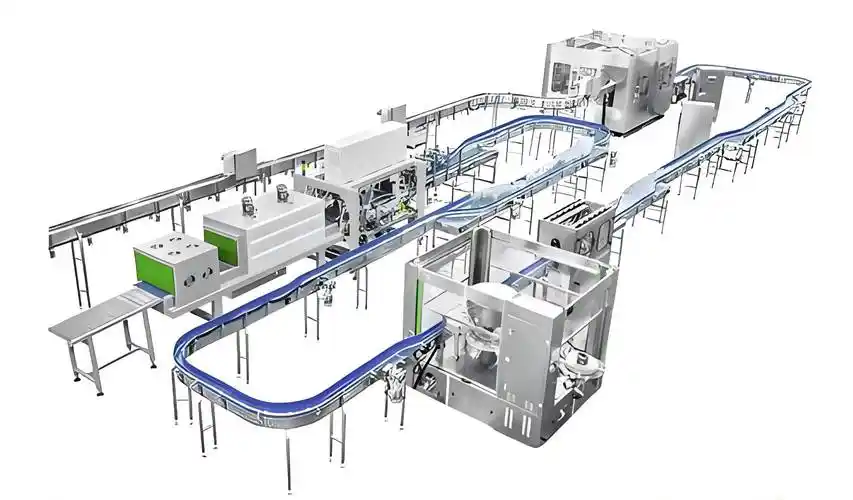
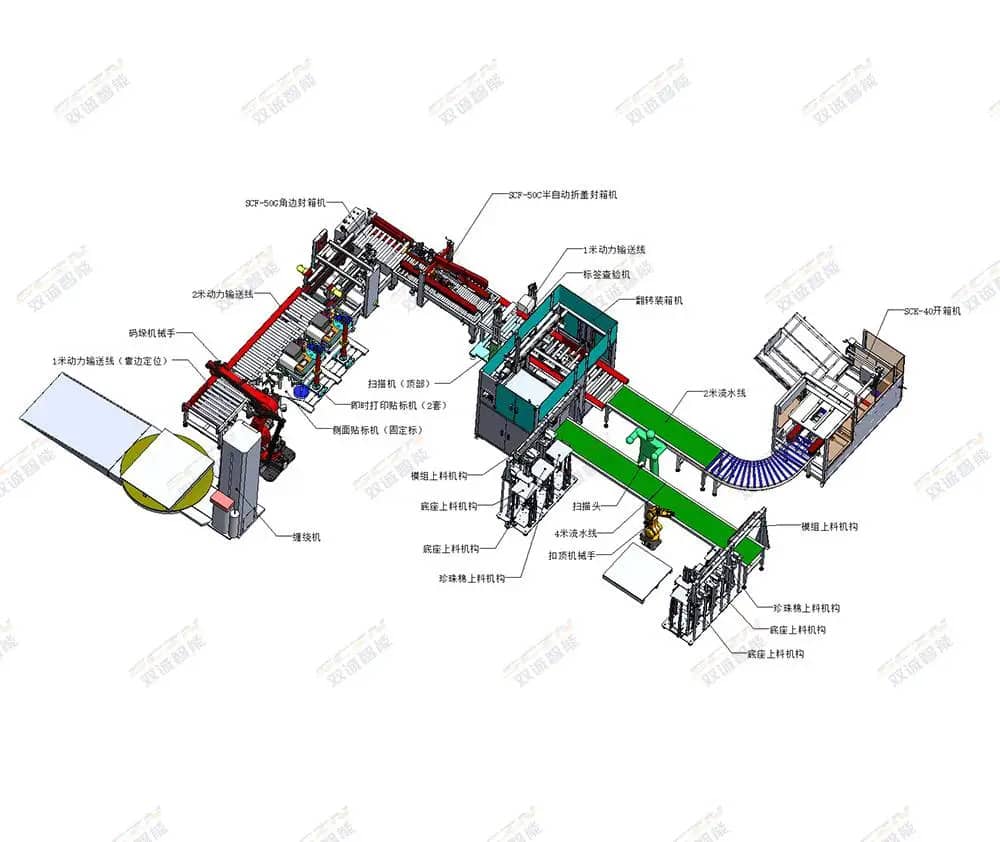
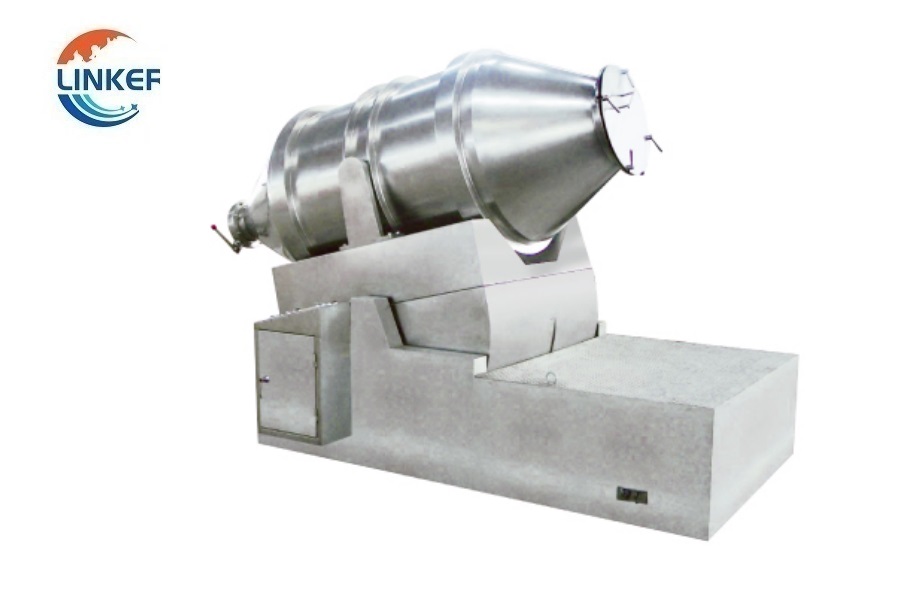
Coarse Crusher Machine —>Grinding Machine —> Vibrating Table Sifter Machine—>Mixing Machine—>Packing Machine —> (Printed Packaging Film Roll or bags ) —> Filling, sealing machine, capping and Labeling Machine —>Pack into Box.

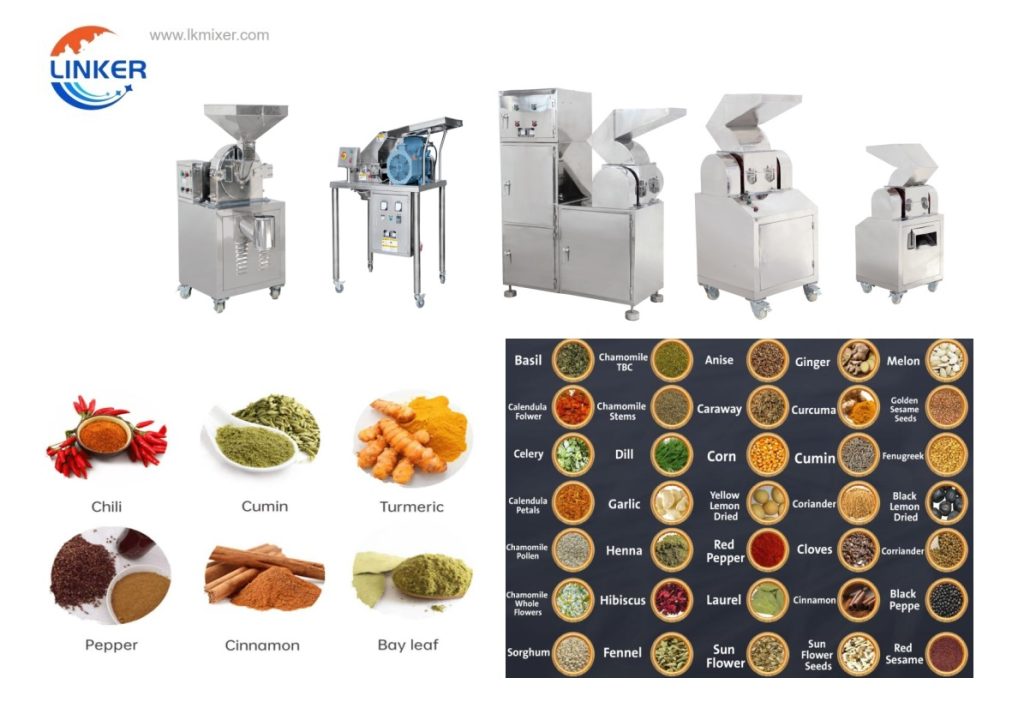
About LKMixer
LKMixer is a professional manufacturer for fertilizer production line, grinder, mixer and granulator, shredder. These machines are widely used in food, pharmaceutical, cosmetic, health care products and chemical industries. The Food materials like Peanut, mushroom, seeds, potato, bean, tobacco, salt, cannabis, tea, Sugar, corn, Coffee, rice, pepper, grain as so on. Grinders have many types such as Pulse Dust Grinder which suitable for zero pollution environment, Turbine Mill which is suitable for coffee bean, 12-120mesh all can meet, Ultrafine Grinding Mill covers 80-200mesh, and also Winnowing Dust Grinder or other grinding machines like SF Hammer. Welcome to contact us for details. Contact us for more information. Proposal, catalog, quotation. Mobile/WhatsApp: +86 18019763531 Tel: +86 21 66037855 Email: sales@lkmixer.com
Contact Us
Tel: +86 66037855
Email:sales@lkmixer.com
Working Time: Monday ~Frinday 9:00AM~17:00PM
Please call us Whatsapp, or mail to us.
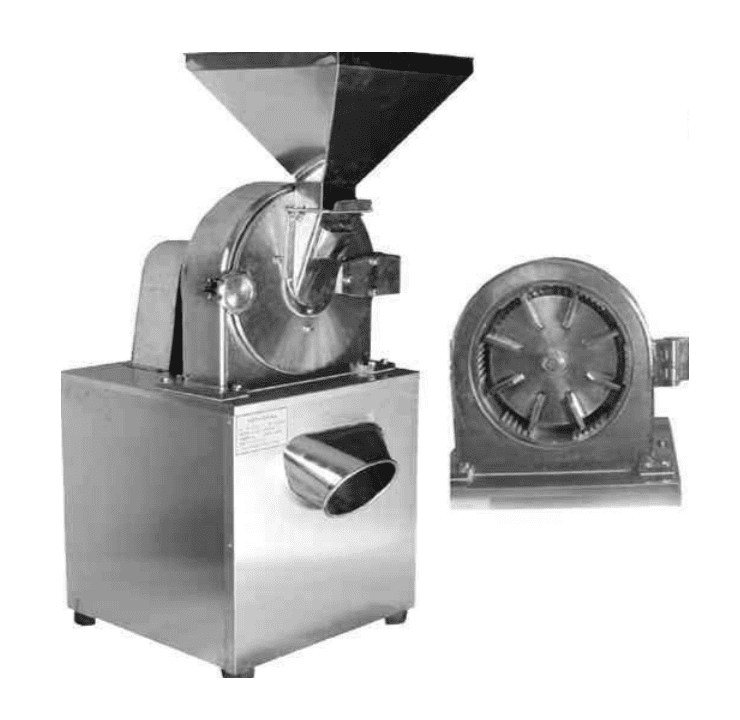
Grinder for Sale:
Rubber Powder Grinding Machine
Rubber Powder Grinding Machine Industrial Cumin Seeds Grinder Youtube Video Customization Seeds Grinder According to your…






















Blenders for Sale:
Small Blender 2L 5L 10L 15L 20L
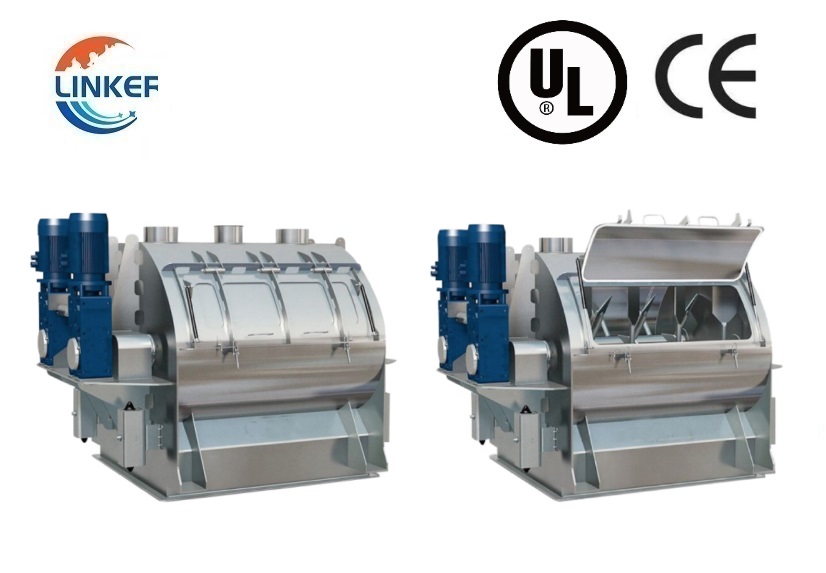
You may also interest in: Small Blender for Sale: LKMixer we have many different model of Small…Solid-Liquid Blender
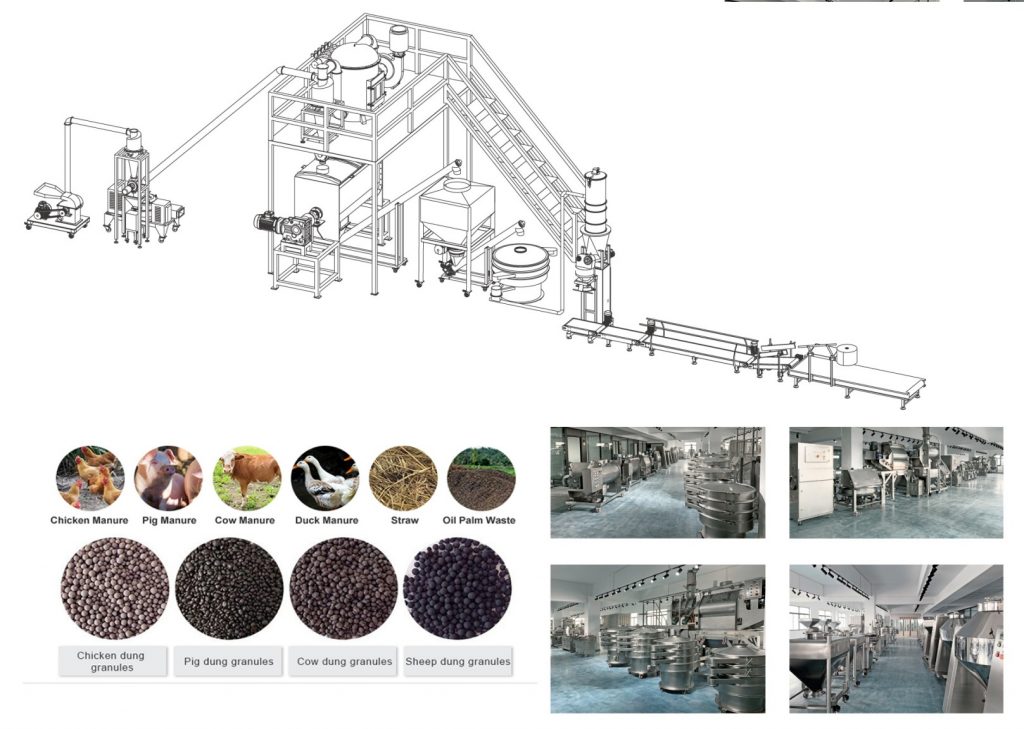
Solid-Liquid Blender for Sale: Solid-Liquid Blender also called Double Shafts Paddle Mixer, it is paddle type and…Fertilizer Production Line
What is fertilizer production line? Fertilizer production line is a whole set of equipment which used to…










Granulator for Sale:
Fluid Bed Granulator
What is a Fluid Bed Granulator? Fluid Bed Granulator is a machine mainly used for pharmaceutical granulation…Dry Granulating Machine
What is a Dry granulating machine? A dry granulating machine uses dry roller press technology to compress…BJB Grinding and Granulating Machine
What is a granulating machine? A granulating machine is an industrial device used to shape powdered or…





Conveyor and Auto Feeder for Sale:
Powder Feeder System Pump
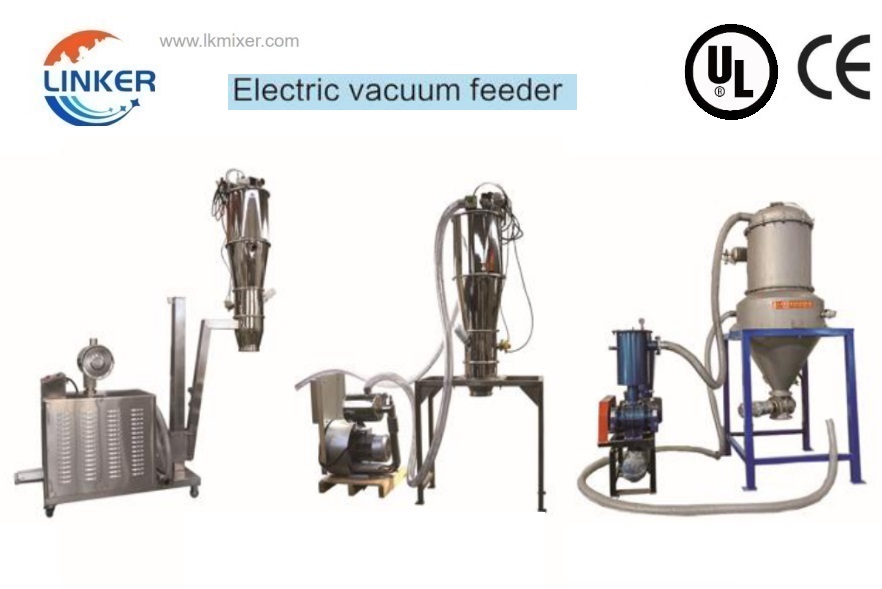
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…Pneumatic Vacuum Feeder
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…Electric Vacuum Feeder
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…

Sifter and screen for Sale:
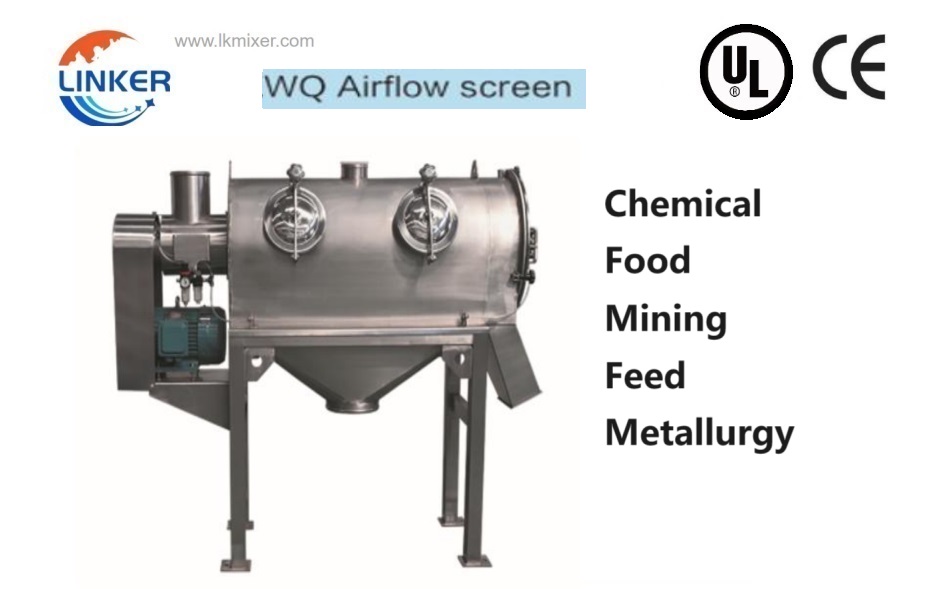
Ultrasonic Screen
Ultrasonic Screen Machine for Sale: Ultrasonic Screen is a common used machine after the grinding process, it…Rotary Sifter
Rotary Sifter Machine for Sale: Rotary Sifter is a common used machine after the rice grinding process,…Rice Sifter Machine
Rice Sifter Machine for Sale: Rice Sifter Machine is a common used machine after the rice grinding…






Auxiliary Machines, Dryers for Sale:
How do people control robotic arms?
How do people control robotic arms? The way people control robotic arms has evolved from a single…What is a robotic arm for humans called?
What is a robotic arm for humans called? Robotic arms for human use are given various professional…How advanced are robotic arms?
How advanced are robotic arms? Robotic arms have advanced beyond the scope of traditional “automated tools” and…














FAQ(Click and See More)
Why Choose Us?
We have 20 years manufacturing experiences; 15600 cubic meters factory area; 5000sets annual capacity; 55 professional engineers;
What’s your main maket?
South America: Brazil, Colombia, Peru, Bolivia, Uruguay, Paraguay ;Romania;
USA with UL Certification
Middle East: Saudi, Arabia, Oman, Turkey
Europe: Russia, Australia, Belarus, Ukraine, Poland
Can you support OEM?
– Yes, OEM or ODM. Machine can be customized according to customer detail requirement, including capacity and voltages, motor certifications.
– Drawing and raw materials also can be customized.
What after-sale services?
– 7*24 customer service online;
– 7*24 engineers online services;
– 12 months warranty services.
WHAT kind of MACHINE YOUR COMPANY HAVE?
CAN YOU GIVE ME GUIDE ON OTHER MACHINE ? TO FULL MY PRODUCTION LINE
YES ! Our f have factory build more than 20 years now, we can design and customize whole line, besides of the grinding machine, mixing machine, we can also fully support to provide the washing machine, cutting machine, drying machine, packing machine, filling machine. Though we are not producing these machine, but our brother companies co-work together for over 20 years, we have rich experience in providing you a full effective production line, fully automatically or semi-automatically.
HOW TO VISIT YOUR COMPANY?
Our Factory located in Jiangsu Province, very near to Shanghai, you can fly to Shanghai Pudong Airport, we pick you up and take you by car 2 hours ride, can reach our factory, welcome your visit.
WHAT’S YOUR BEFORE & AFTER SERVICE ?
1) Before your purchasing, we need to know your detail request, such as what kind of material you want to grind and mixing, what final product powder or granule you want to reach. Because different material and powder sizes request of different machine to do. We can provide professional advice and rich experience help to choose machine. Most of the products we have already did before for other customer, trail test or run mass production, so we knows which machine is best in performance of grinding and mixing. This is of very importance in helping you choose the right model. We also wish this can help our customer a lot. Even the material we didn’t do before, we will prepare the same material and to do the trail test and send video to you for your reference.
2) One Year guarantee of machine quality. If the machine have problem within one year, we will send you the spare parts to you for replacement, but this not including the damage caused by human causes. We also have 24 hours on line guide for customer, if you have operation difficulty, we will guide by video and on line communication with our engineer for your emergency debug.
3) For small machine, we sell with whole machine, it’s no need to install, and easy to operation, no problems for operation. While for large machine, its’s also not difficult to install with video guideline, but if you need, we can assign our technicians to go abroad, the round ticket, food and residents will be paid by customer.
HOW ABOUT YOUR PAYMENT TERM?
Our payment term is T/T. 50% payment in advance, rest of 50% payment finish before the goods shipped. When we finish the machine production we will do trail test and run the machine take videos for your green light. You pay the rest of 50% payment then.
Recommend Reading
Are robotic arm kits worth the money?
Are robotic arm kits worth the money? The user’s target placement, technological background, and long-term…Can you get a robot arm?
Can you get a robot arm? You cannot buy a robot arm like ordinary consumer…What is an industrial robot arm called?
What is an industrial robot arm called? In technical standards and engineering practice, an industrial…