What are the two main types of grinding?
The two fundamental types of grinding processes are continuous generating grinding and profile grinding. These distinct methodologies form the bedrock of precision material removal in manufacturing, each excelling in specific applications based on efficiency, complexity, and accuracy requirements. While numerous specialized grinding methods exist – categorized by feed direction (traverse, plunge, creep-feed), workpiece geometry (cylindrical, surface, internal, centerless), or application – they fundamentally rely on or combine principles inherent to these two core types.

Continuous Generating Grinding: The Symphony of Synchronized Motion for Efficiency. This process achieves its remarkable efficiency through the perfectly coordinated movement of the workpiece and the grinding tool (typically a shaped grinding wheel). Imagine two dancers moving in precise harmony. The workpiece rotates steadily, while the grinding wheel rotates at high speed and simultaneously moves relative to the workpiece along a precisely defined path. This synchronized dance allows the wheel’s profile to progressively “generate” or create the desired shape on the workpiece surface across its entire functional area in a single, continuous pass or minimal number of passes. The key advantage lies in its speed and consistency, making it the undisputed champion for high-volume production runs of parts with defined geometric relationships, such as gears, splines, and threads. Because the final shape emerges from the interaction of the two moving bodies rather than being a direct copy of the wheel’s profile (though the wheel is shaped specifically for the task), it’s exceptionally efficient for producing complex yet repetitive geometries. Setup is crucial but, once perfected, allows for rapid machining of large batches with minimal intervention. The synchronized motion ensures uniform material removal and consistent accuracy across all teeth or flanks simultaneously, significantly reducing cycle times compared to individually machining each feature. This method truly shines when producing hundreds or thousands of identical precision components where throughput is paramount.
Profile Grinding: Sculpting Complexity with Precision Tooling. When the challenge involves intricate contours, irregular shapes, or features demanding the absolute highest dimensional and geometric accuracy, profile grinding (also known as form grinding) comes to the fore. In this process, the grinding wheel itself is meticulously dressed or shaped to be a perfect, precise inverse replica of the exact contour desired on the workpiece. Think of it like a custom-made stamp. During grinding, the pre-formed wheel is then fed directly into the workpiece, either radially (plunge grinding) or along a controlled path, essentially “stamping” or copying its exact profile onto the work surface. There’s no complex synchronized generation; the shape is defined by the wheel’s geometry. This method is indispensable for creating complex molds, dies, cams, turbine blades, intricate cutting tool profiles, and any component where the shape deviates significantly from simple cylinders or flats, or where tolerances are exceptionally tight. While generally slower than continuous generating grinding due to the need for precise wheel dressing and often more complex machine paths (especially for 3D contours), its strength lies in its unparalleled ability to reproduce intricate details and achieve extreme accuracy and fine surface finishes. It offers tremendous flexibility – a single machine can produce vastly different parts simply by changing and dressing the grinding wheel appropriately. However, the need for specialized wheel dressing equipment and the time involved in dressing complex forms makes it less suited for ultra-high-volume production compared to generating grinding, finding its niche in lower volumes, toolmaking, and high-precision components.
Beyond the Core: Variations Tailored to Need. While continuous generating and profile grinding represent the fundamental philosophies, the practical execution involves various feed and motion strategies to tackle different workpiece geometries and requirements:
- Cylindrical Grinding: Focuses on external or internal round surfaces.
Traverse grindinginvolves the workpiece rotating while the wheel moves parallel to its axis, taking incremental radial cuts.Plunge grindinginvolves the wheel feeding directly into the rotating workpiece like a form operation, ideal for shoulders or short form features.Centerless grindingis a highly efficient variant for external cylindrical work, eliminating the need for centers or chucks by using a regulating wheel to control rotation and feed. - Internal Grinding: Machines bores, holes, and internal profiles. It often uses smaller wheels, requiring higher spindle speeds to maintain adequate surface speed.
Traverseandplungeprinciples apply, withplanetary grinding(where the wheel orbits inside a stationary workpiece) used for large or complex internal geometries. - Surface Grinding: Creates flat surfaces and slots.
Peripheral grindinguses the edge of a wheel on a horizontal spindle, producing excellent flatness and finish.Face grindinguses the end face of a wheel on a vertical spindle, offering higher material removal rates but typically slightly less precision than peripheral grinding. - Creep-Feed Grinding: A specialized high-efficiency form of either profile or surface grinding. It involves taking a very deep cut (up to several millimeters) but at an extremely slow feed rate. This minimizes heat generation per pass despite the large cut depth, allowing substantial material removal in a single pass, often directly from a rough blank. It’s particularly valuable for difficult-to-machine materials like aerospace alloys and for complex form grinding where conventional multi-pass grinding would be inefficient or cause thermal damage.
Grinding’s Realm: The Art of the Finishing Touch. Within the broader spectrum of machining operations (roughing, finishing, heat treatment), grinding predominantly occupies the finishing stage. Its primary role is to remove small, precise amounts of material – typically just 0.1 to 1.0 millimeters or even less – to achieve the final dimensions, geometry, and exceptionally smooth surface finish required for functional parts. This makes it ubiquitous across the mechanical manufacturing industry. It’s the go-to process for finishing hardened materials like carbon tool steel or case-hardened steel after heat treatment, where conventional cutting tools struggle. However, this very capability comes with a caveat: the significant heat generated during grinding. If not meticulously controlled (through coolant, appropriate wheel selection, and optimized parameters), this heat can induce detrimental thermal stresses. This manifests most visibly as grinding cracks – networks of fine, often regularly spaced cracks appearing on surfaces perpendicular to the grinding direction. These cracks aren’t merely cosmetic flaws; they act as stress concentrators, drastically reducing the fatigue strength and overall structural integrity of the component, directly impacting its quality and service life. Preventing these cracks is paramount and involves careful attention to grinding parameters, coolant application, and wheel choice.
The Underlying Principle: Abrasive Mastery. At its heart, grinding is a material removal process using a tool composed of countless hard, sharp abrasive grains bonded together – the grinding wheel. These grains act like miniature, randomly oriented cutting tools. As the wheel spins at high speeds (typically 30-35 m/s, reaching 45+ m/s in high-speed grinding), these grains shear away microscopic chips of workpiece material. The critical advantage lies in the abrasives’ extreme hardness (aluminum oxide, silicon carbide, cubic boron nitride, diamond) far exceeding that of even hardened steels. Furthermore, grinding wheels exhibit self-sharpening: as dull grains become blunt and lose their cutting efficiency, the increased force acting on them causes them to fracture or be pulled out of the bond, exposing fresh, sharp grains beneath. This unique characteristic allows grinding to conquer materials intractable to conventional machining: hardened tool steels, superalloys, cemented carbides, ceramics, glass, and stone. The surface speed of the wheel (its peripheral speed) is a critical parameter, directly influencing cutting action, heat generation, and surface finish. While grinding delivers exceptional precision (routinely achieving IT8 to IT5 tolerances or better) and superb surface finishes (Ra 1.25 to 0.16 µm for standard, down to less than 0.01 µm for mirror finishes), it comes at an energy cost. The specific grinding energy (energy consumed per unit volume of material removed) is significantly higher than that of turning or milling. Consequently, the metal removal rate is lower. This is why grinding is almost always preceded by other machining processes (turning, milling) that remove the bulk of the material economically, leaving only a small, precise allowance for the grinding operation to finish. However, advancements like creep-feed grinding and high-speed grinding are increasingly enabling “grind-hardening” – machining complex parts directly from near-net-shape blanks or even rough forgings/castings in a single grinding sequence, blurring the lines between roughing and finishing. Conversely, grinding can also be used for heavy stock removal (“rough grinding”) in applications like cleaning up castings (removing gates/risers) or descaling billets.
Specialized Techniques in Detail:
- Cylindrical Grinding: Primarily performed on dedicated cylindrical grinders or universal grinders. The workpiece rotates between centers or in a chuck. In
traverse grinding, the rotating workpiece also moves axially back and forth past the wheel, which feeds incrementally inward after each pass or pair of passes. This method is versatile and provides good control over geometry and finish. Inplunge grinding, the wheel width is greater than the length of the surface being ground. The workpiece rotates but does not move axially; instead, the wheel feeds continuously or in steps directly into the workpiece. This method is faster than traverse grinding for suitable geometries. Plunge grinding becomes profile grinding when the wheel is dressed to a specific non-cylindrical form. - Internal Grinding: Used for precision holes, performed on internal grinders, universal grinders, or jig/coordinate grinders. The small diameter of internal grinding wheels necessitates very high rotational speeds (often >10,000 RPM) to achieve even a modest surface speed (frequently below 30 m/s).
Traverse grindingis common, where the wheel rotates at high speed and traverses along the bore while the workpiece rotates slowly.Plunge grindingis used for short holes, grooves, or formed internal surfaces.Planetary grinding, used on jig/coordinate grinders, involves the workpiece being stationary on a table while the grinding wheel rotates at high speed and simultaneously revolves (orbits) around the axis of the hole being ground. This is essential for grinding large bores where a single large wheel would be impractical. - Surface Grinding: The workhorse for flat surfaces, performed on horizontal or vertical spindle surface grinders.
Peripheral Grinding(often called periphery grinding) uses the circumferential surface of a wheel mounted on a horizontal spindle. The workpiece, mounted on a reciprocating or rotary table, passes under the wheel. This method generally yields superior flatness and surface finish.Face Grindinguses the flat end face of a wheel mounted on a vertical spindle. The workpiece usually moves in a rotary or reciprocating motion under the wheel. This method offers higher metal removal rates due to greater wheel contact area but is generally less precise for flatness than peripheral grinding. Both methods can utilize profile grinding principles if the wheel is dressed to a specific shape. - Centerless Grinding: A highly efficient method for external cylindrical work, eliminating the need for centers or chucks. The workpiece rests unconstrained on a work rest blade between two wheels: the large grinding wheel and a smaller, rubber-bonded regulating wheel. The regulating wheel, tilted slightly (1°-6°) relative to the grinding wheel, controls the workpiece rotation and axial feed. In
through-feed grinding, the workpiece is fed continuously in one direction between the wheels, grinding its entire length as it passes through. This is ideal for straight cylinders. Inin-feed grinding(plunge centerless grinding), the regulating wheel axis is parallel to the grinding wheel axis. The workpiece is placed on the work rest, and the grinding wheel feeds radially into it. No axial feed occurs, making this suitable for grinding shoulders or formed profiles (profile grinding principle).End-feed grindingis used for tapered workpieces. Centerless grinding can also be adapted for internal surfaces (Centerless Internal Grinding), where the workpiece is supported externally and rotated, often by an electromagnetic chuck, while a small grinding wheel enters the bore. This ensures concentricity between the bore and the external support surface, crucial for applications like bearing raceways.
In conclusion, the world of grinding is vast, but it rests firmly on the dual foundations of continuous generating grinding and profile grinding. Generating grinding masters efficiency and consistency for high-volume production of geometrically defined parts through synchronized motion. Profile grinding masters complexity and ultra-precision by replicating the exact form of a meticulously dressed wheel onto the workpiece. The myriad specialized methods – cylindrical, internal, surface, centerless, using traverse, plunge, or creep-feed strategies – are essentially practical implementations and combinations of these core principles, adapted with specific machine kinematics and wheel technologies to meet the diverse and demanding challenges of modern precision manufacturing. Understanding these two fundamental types provides the key to unlocking the capabilities and appropriate application of this essential finishing process.
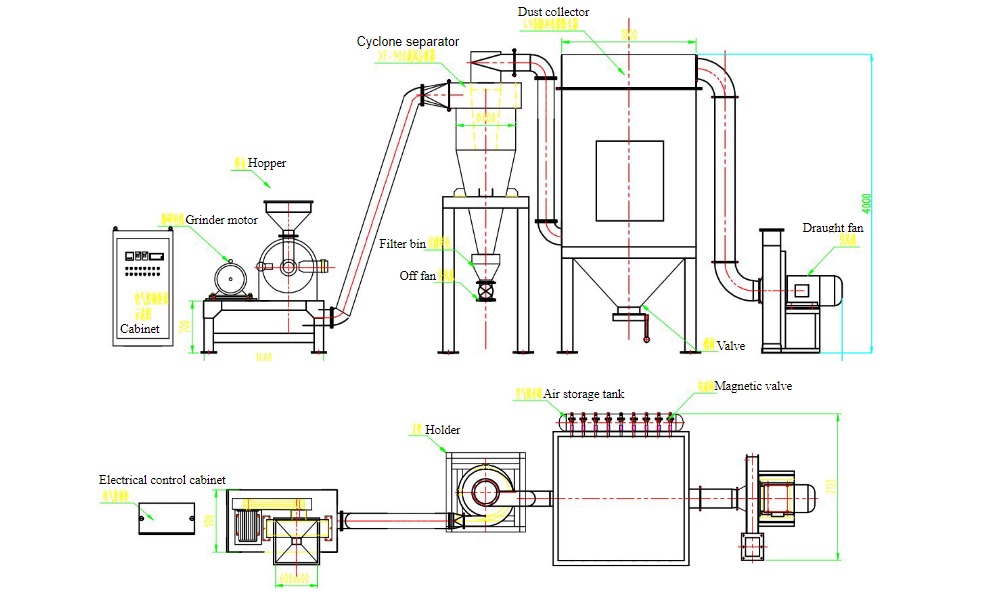
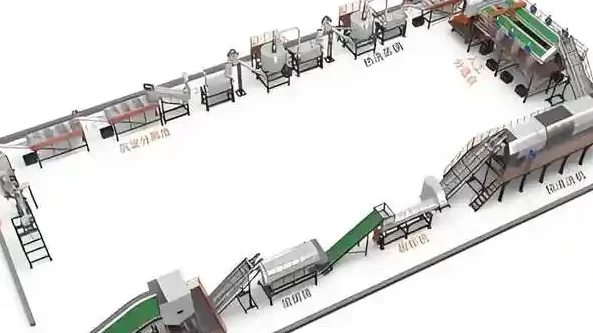
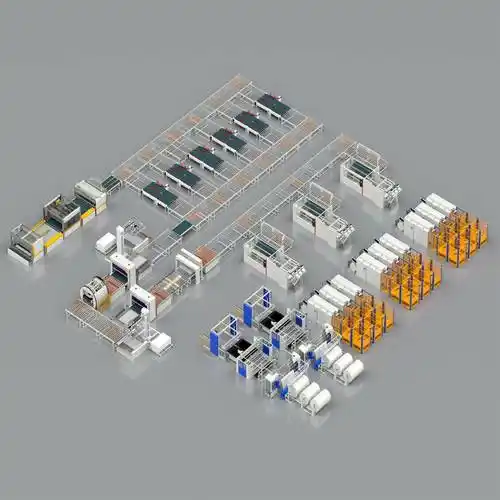
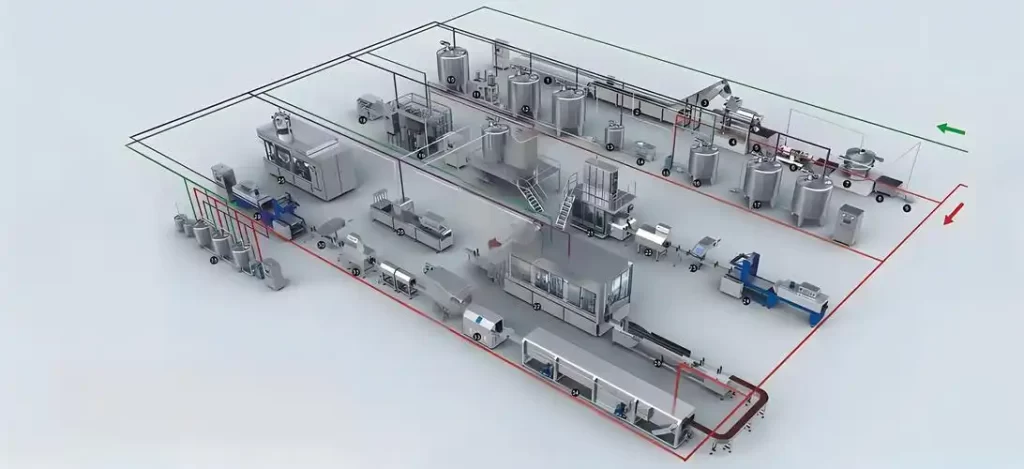
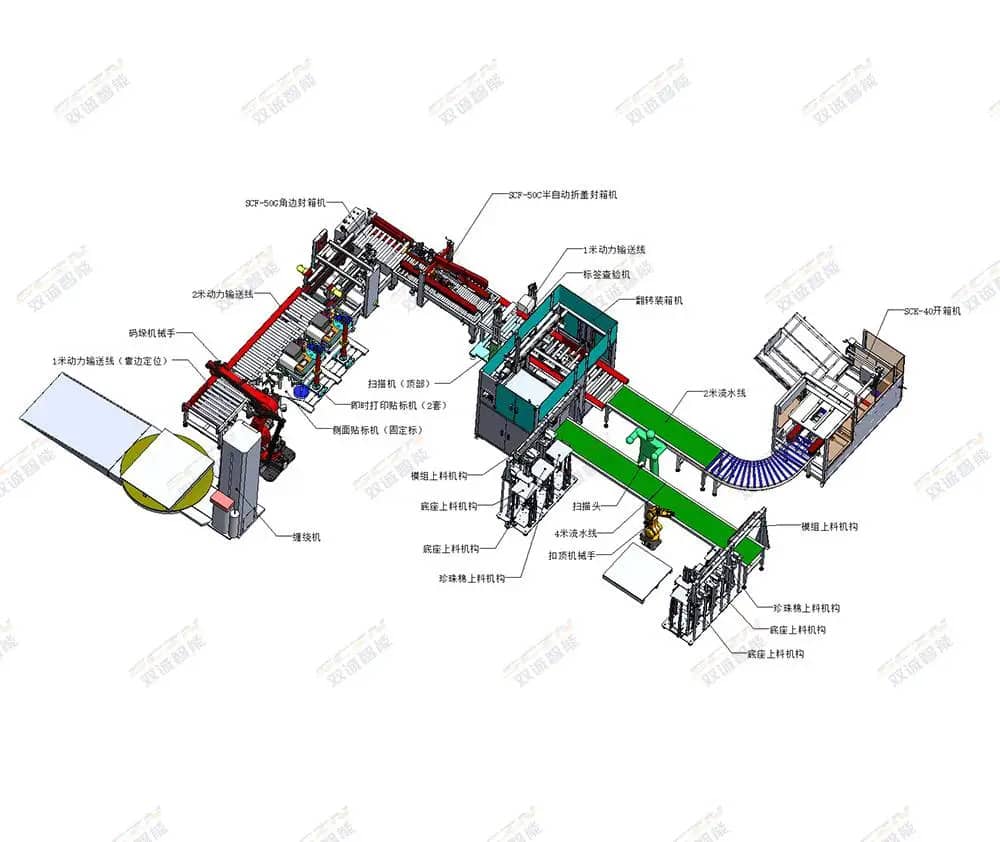
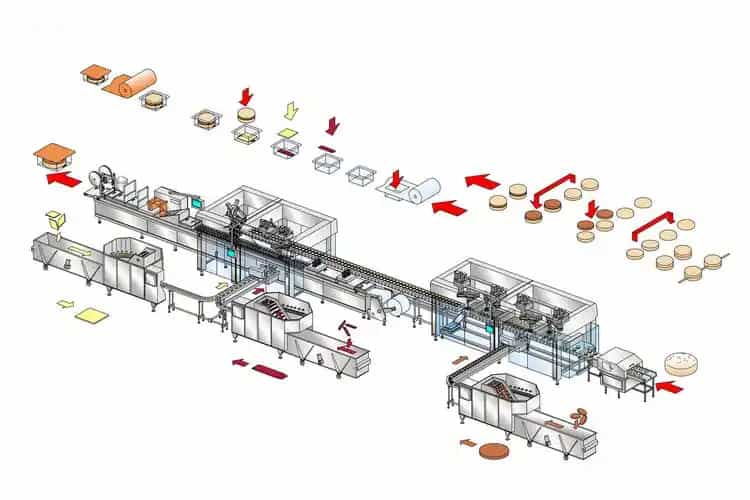
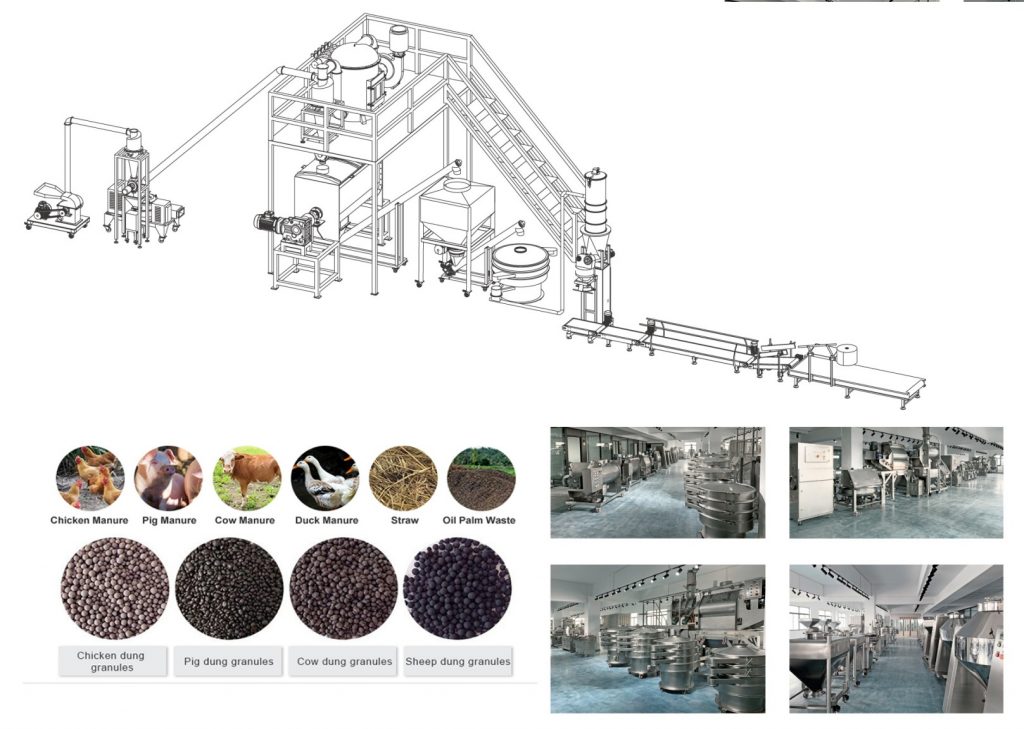
Food Producing Process Flow:
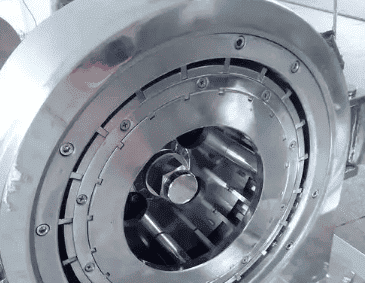
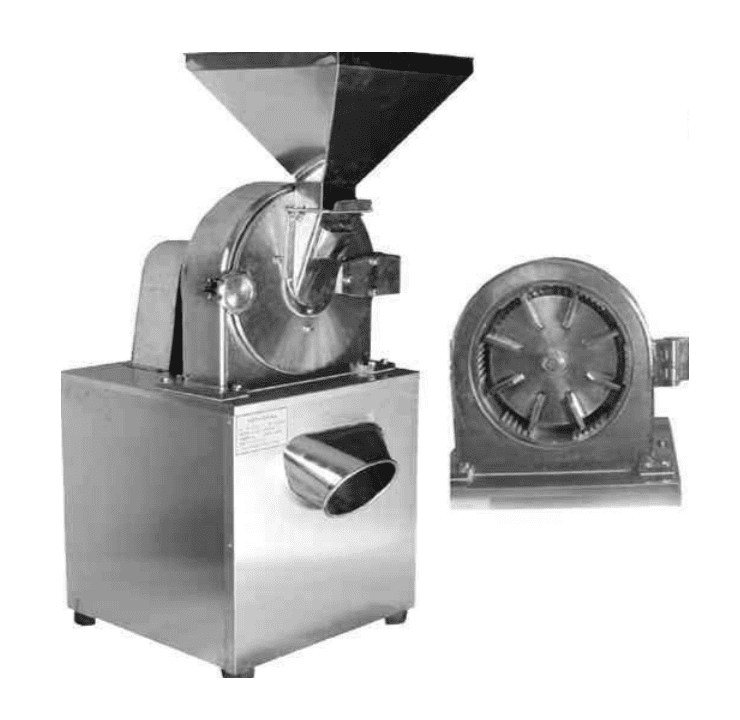
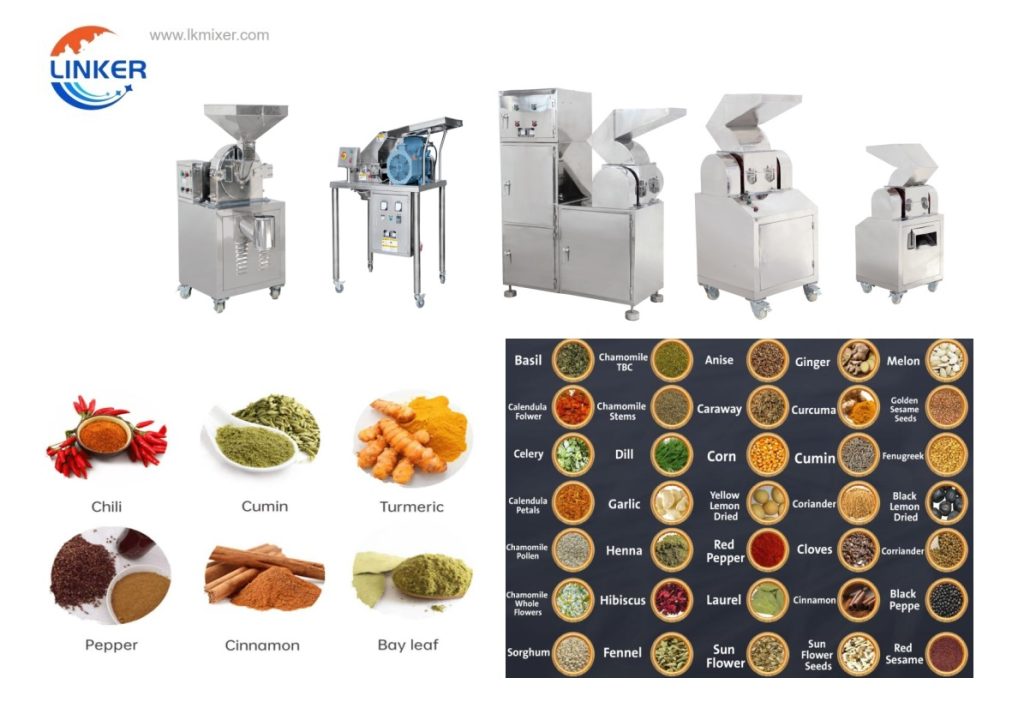
Ultrafine grinding is one of the very key procedure in whole production line. It depends how many mesh that customer need to produce. That’s to say this machine can decide what kind of material will get finally before mxing.
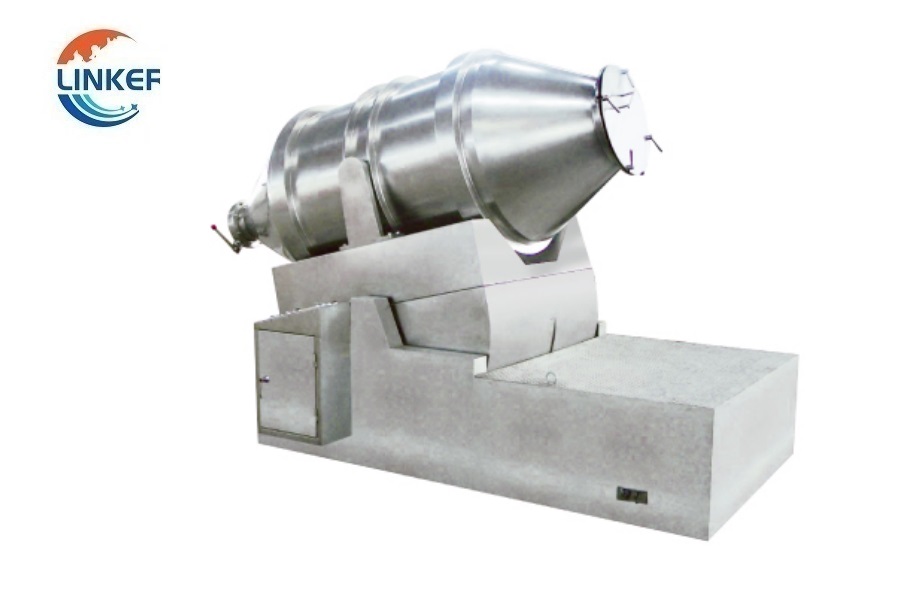
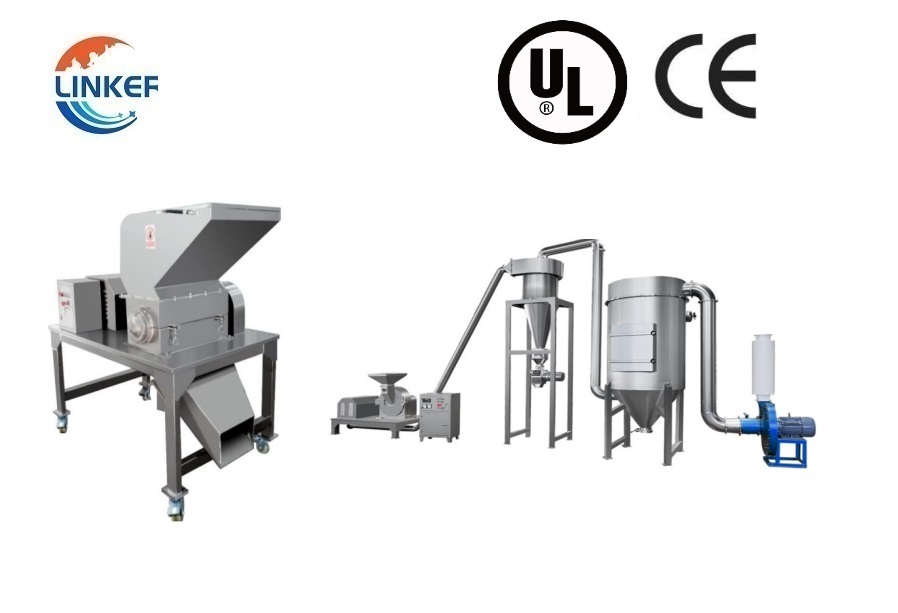
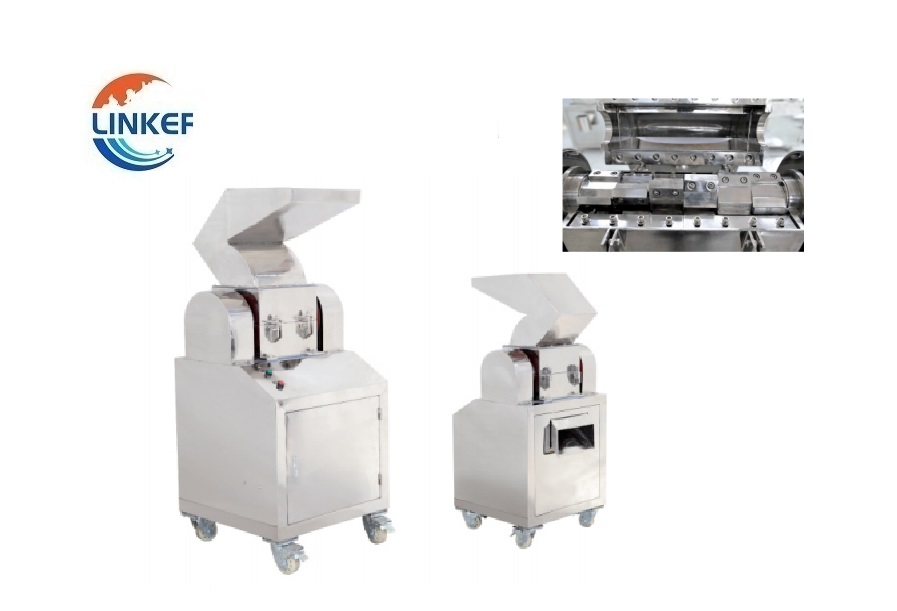
Coarse Crusher Machine —>Grinding Machine —> Vibrating Table Sifter Machine—>Mixing Machine—>Packing Machine —> (Printed Packaging Film Roll or bags ) —> Filling, sealing machine, capping and Labeling Machine —>Pack into Box.

About LKMixer
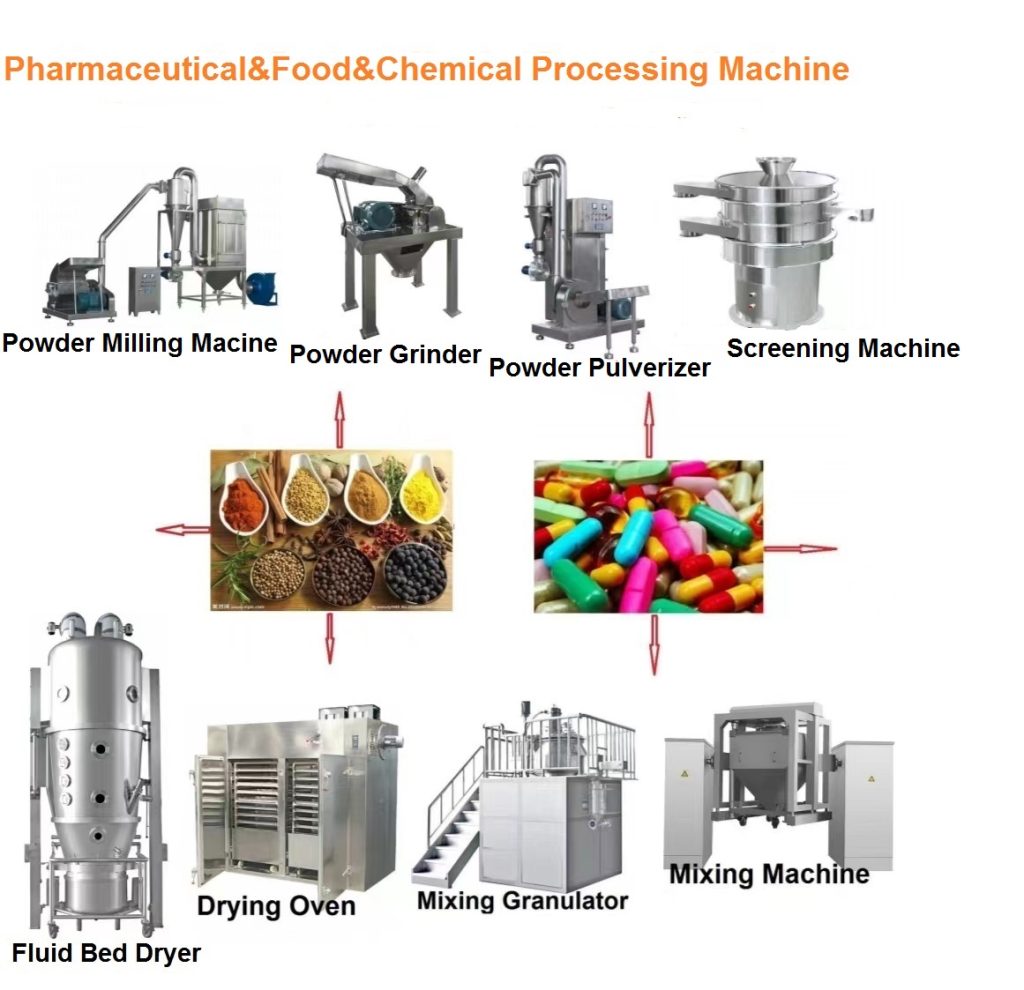
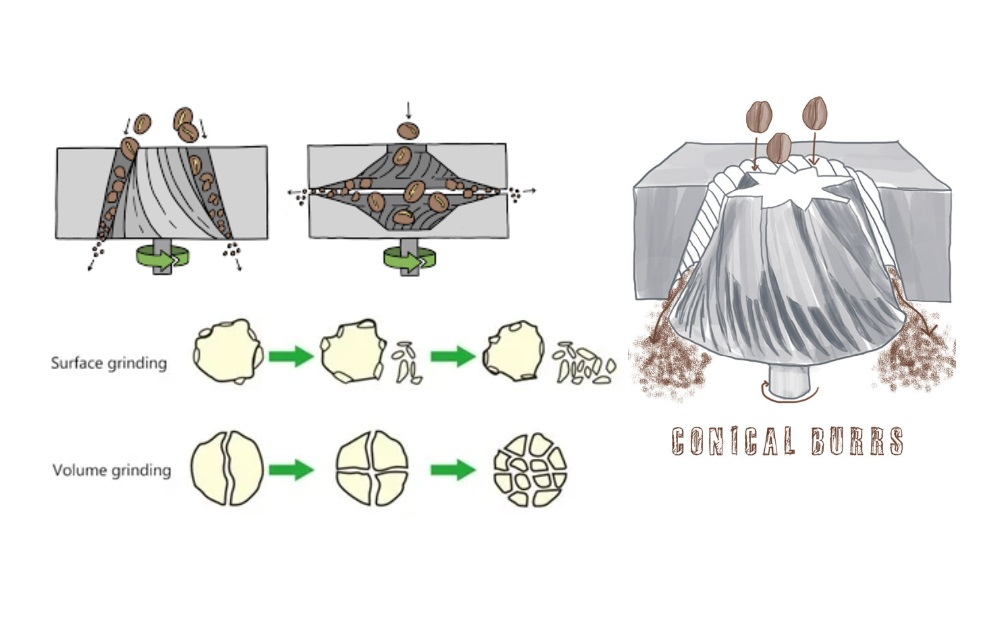
LKMixer is a professional manufacturer for fertilizer production line, grinder, mixer and granulator, shredder. These machines are widely used in food, pharmaceutical, cosmetic, health care products and chemical industries. The Food materials like Peanut, mushroom, seeds, potato, bean, tobacco, salt, cannabis, tea, Sugar, corn, Coffee, rice, pepper, grain as so on. Grinders have many types such as Pulse Dust Grinder which suitable for zero pollution environment, Turbine Mill which is suitable for coffee bean, 12-120mesh all can meet, Ultrafine Grinding Mill covers 80-200mesh, and also Winnowing Dust Grinder or other grinding machines like SF Hammer. Welcome to contact us for details. Contact us for more information. Proposal, catalog, quotation. Mobile/WhatsApp: +86 18019763531 Tel: +86 21 66037855 Email: sales@lkmixer.com
Contact Us
Grinder for Sale:
Rubber Powder Grinding Machine
Rubber Powder Grinding Machine Industrial Cumin Seeds Grinder Youtube Video Customization Seeds Grinder According to your…






















Blenders for Sale:
Small Blender 2L 5L 10L 15L 20L
You may also interest in: Small Blender for Sale: LKMixer we have many different model of Small…Solid-Liquid Blender
Solid-Liquid Blender for Sale: Solid-Liquid Blender also called Double Shafts Paddle Mixer, it is paddle type and…Fertilizer Production Line
What is fertilizer production line? Fertilizer production line is a whole set of equipment which used to…










Granulator for Sale:
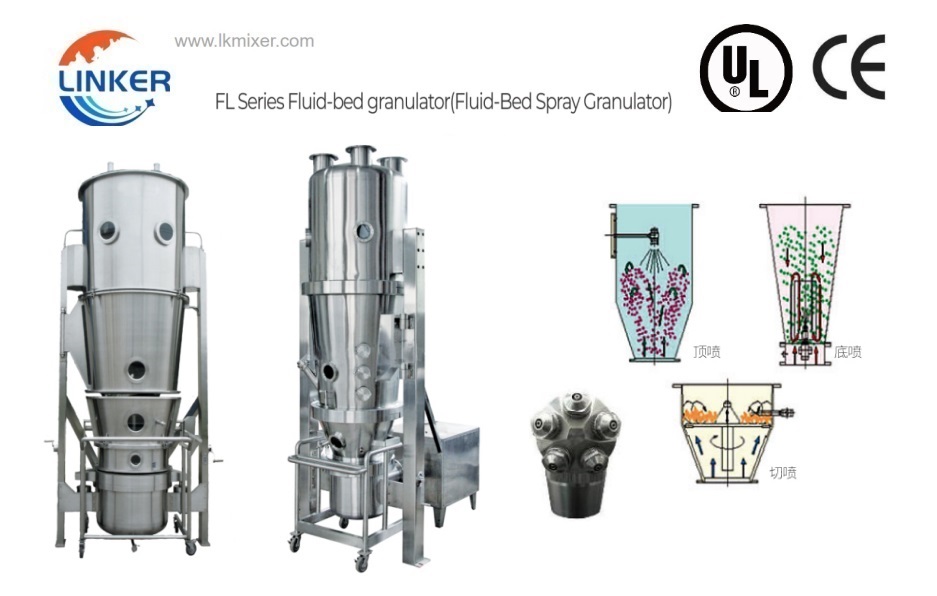
Fluid Bed Granulator
What is a Fluid Bed Granulator? Fluid Bed Granulator is a machine mainly used for pharmaceutical granulation…Dry Granulating Machine
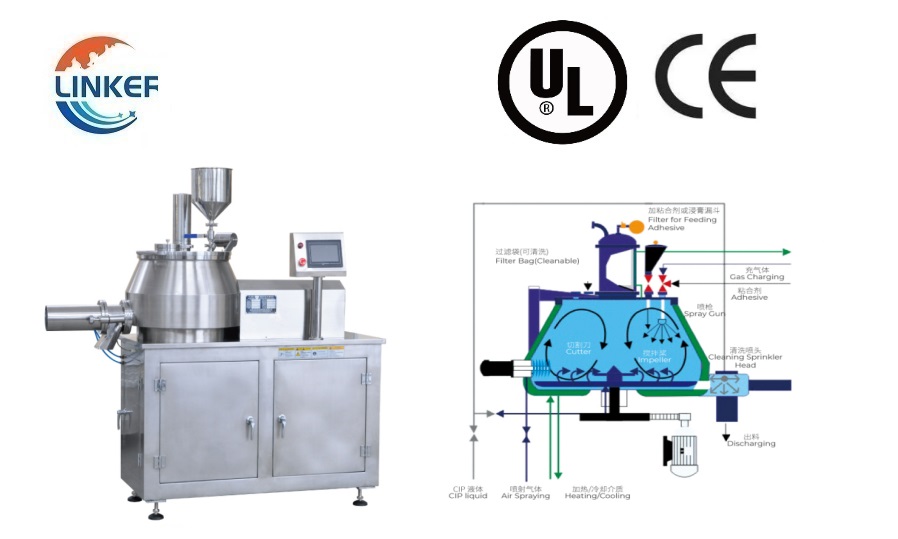
What is a Dry granulating machine? A dry granulating machine uses dry roller press technology to compress…BJB Grinding and Granulating Machine
What is a granulating machine? A granulating machine is an industrial device used to shape powdered or…





Conveyor and Auto Feeder for Sale:
Electric Vacuum Feeder
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…Pneumatic Vacuum Feeder
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…Powder Feeder System Pump
Vacuum Feeder Machine for Sale: Vacuum Feeder is a common used machine to transport the material into…

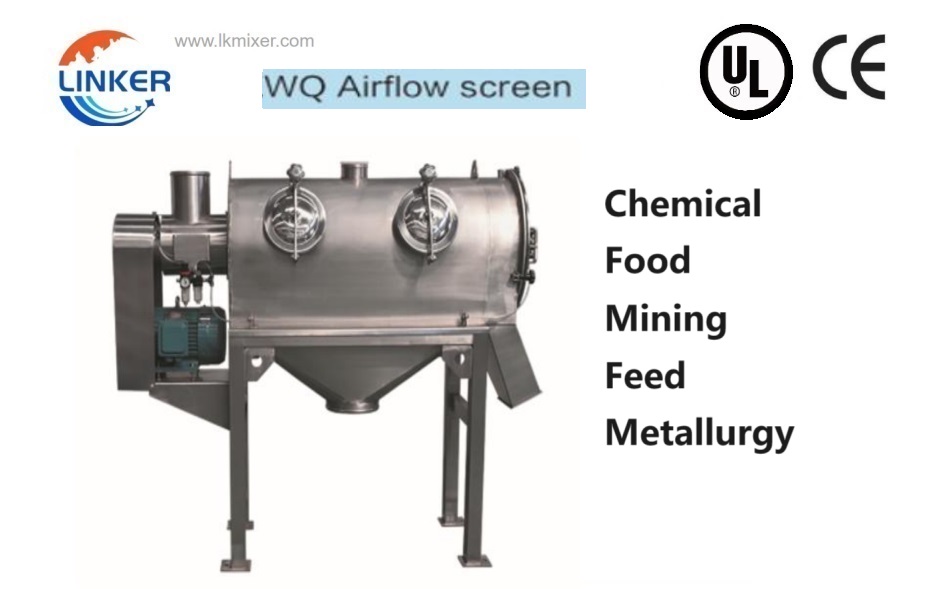
Sifter and screen for Sale:
Ultrasonic Screen
Ultrasonic Screen Machine for Sale: Ultrasonic Screen is a common used machine after the grinding process, it…Rotary Sifter
Rotary Sifter Machine for Sale: Rotary Sifter is a common used machine after the rice grinding process,…Rice Sifter Machine
Rice Sifter Machine for Sale: Rice Sifter Machine is a common used machine after the rice grinding…






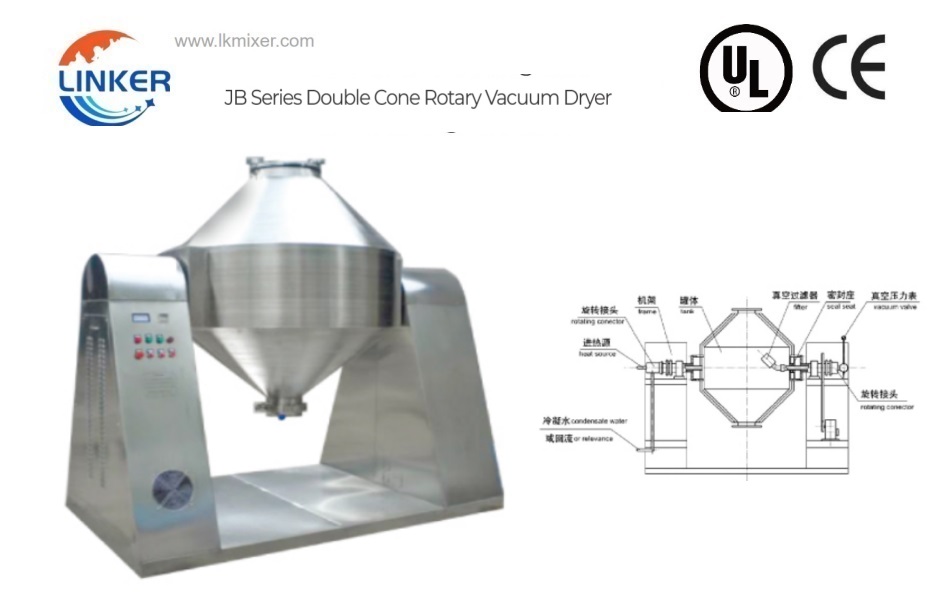
Auxiliary Machines, Dryers for Sale:
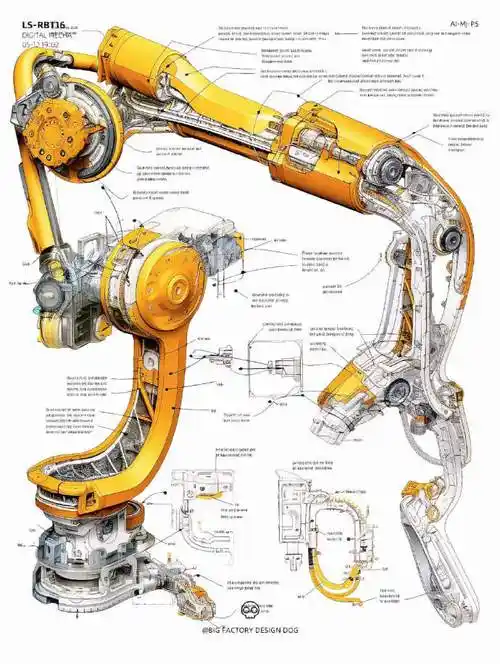
How do people control robotic arms?
How do people control robotic arms? The way people control robotic arms has evolved from a single…What is a robotic arm for humans called?
What is a robotic arm for humans called? Robotic arms for human use are given various professional…How advanced are robotic arms?
How advanced are robotic arms? Robotic arms have advanced beyond the scope of traditional “automated tools” and…














FAQ(Click and See More)
Why Choose Us?
We have 20 years manufacturing experiences; 15600 cubic meters factory area; 5000sets annual capacity; 55 professional engineers;
What’s your main maket?
South America: Brazil, Colombia, Peru, Bolivia, Uruguay, Paraguay ;Romania;
USA with UL Certification
Middle East: Saudi, Arabia, Oman, Turkey
Europe: Russia, Australia, Belarus, Ukraine, Poland
Can you support OEM?
– Yes, OEM or ODM. Machine can be customized according to customer detail requirement, including capacity and voltages, motor certifications.
– Drawing and raw materials also can be customized.
What after-sale services?
– 7*24 customer service online;
– 7*24 engineers online services;
– 12 months warranty services.
WHAT kind of MACHINE YOUR COMPANY HAVE?
CAN YOU GIVE ME GUIDE ON OTHER MACHINE ? TO FULL MY PRODUCTION LINE
YES ! Our f have factory build more than 20 years now, we can design and customize whole line, besides of the grinding machine, mixing machine, we can also fully support to provide the washing machine, cutting machine, drying machine, packing machine, filling machine. Though we are not producing these machine, but our brother companies co-work together for over 20 years, we have rich experience in providing you a full effective production line, fully automatically or semi-automatically.
HOW TO VISIT YOUR COMPANY?
Our Factory located in Jiangsu Province, very near to Shanghai, you can fly to Shanghai Pudong Airport, we pick you up and take you by car 2 hours ride, can reach our factory, welcome your visit.
WHAT’S YOUR BEFORE & AFTER SERVICE ?
1) Before your purchasing, we need to know your detail request, such as what kind of material you want to grind and mixing, what final product powder or granule you want to reach. Because different material and powder sizes request of different machine to do. We can provide professional advice and rich experience help to choose machine. Most of the products we have already did before for other customer, trail test or run mass production, so we knows which machine is best in performance of grinding and mixing. This is of very importance in helping you choose the right model. We also wish this can help our customer a lot. Even the material we didn’t do before, we will prepare the same material and to do the trail test and send video to you for your reference.
2) One Year guarantee of machine quality. If the machine have problem within one year, we will send you the spare parts to you for replacement, but this not including the damage caused by human causes. We also have 24 hours on line guide for customer, if you have operation difficulty, we will guide by video and on line communication with our engineer for your emergency debug.
3) For small machine, we sell with whole machine, it’s no need to install, and easy to operation, no problems for operation. While for large machine, its’s also not difficult to install with video guideline, but if you need, we can assign our technicians to go abroad, the round ticket, food and residents will be paid by customer.
HOW ABOUT YOUR PAYMENT TERM?
Our payment term is T/T. 50% payment in advance, rest of 50% payment finish before the goods shipped. When we finish the machine production we will do trail test and run the machine take videos for your green light. You pay the rest of 50% payment then.
Recommend Reading
How to Grind Coffee Beans without a Grinder?
How to grind coffee beans without a grinder? Grinding coffee beans is an important part…What is Dry Sift?
Definition of dry screen and water screen What is Dry Sift? Dry Sift and water…Can you use a blender as a spice grinder?
Yes, you can sometimes use a blender as a spice grinder, but it comes with…